-

华诚博远河北建材科技有限公司
主营:聚氨酯封边岩棉板,聚氨酯彩钢板,净化板

华诚博远河北建材科技有限公司
主营:聚氨酯封边岩棉板,聚氨酯彩钢板,净化板 3
3
钢结构加工的板材、铝型材的拼凑应在组装前开展;构件的组装应在构件组装、电焊焊接、纠正后开展,便于降低构件的内应力,确保商品的制做品质;构钢结构加工过程中,务必严格遵守各项加工工艺流程,才可以生产制造出达标的钢结构构件。钢结构加工务必按照加工工艺规定的顺序开展,当有隐蔽工程焊接时,务必先予焊接,经检测合格即可遮盖。为降低形变,尽可能选用大件装焊,经纠正后再大件组装;
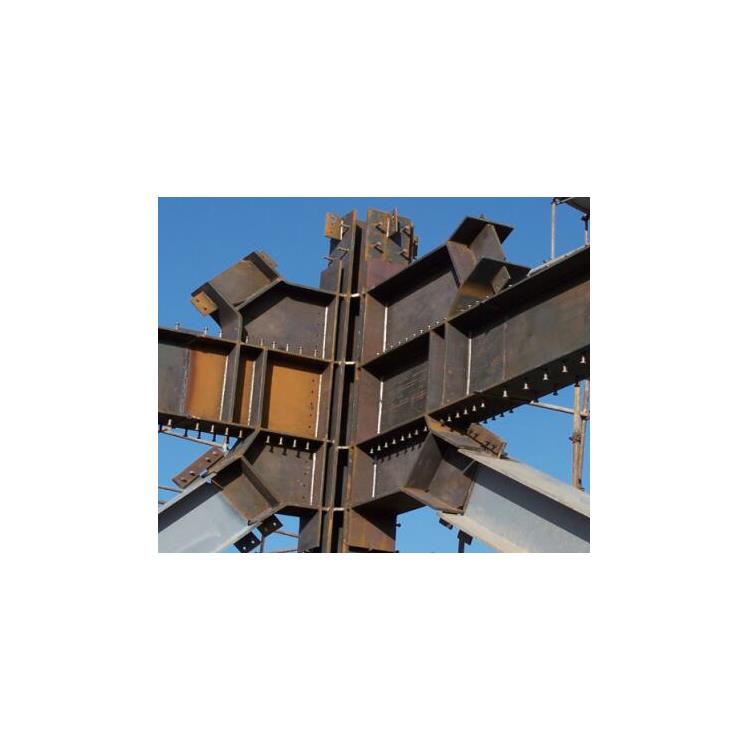
钢结构在组装时,焊接H钢无组装胎架,造成H型钢高度尺寸有偏差,腹板偏中心;翼腹板对接后,焊缝未矫平,有明显凹凸;轻钢腹板不平整,组装前未矫正。
钢结构加工的上岗操作人员应进行培训和考核,工种应进行确认,充分做好各项工序的技术交底工作。
放样
放样是根据产品施工详图或零、部件图样要求的形状和尺寸,按照1:1的比例把产品或零、部件的实形画在放样台或平板上,求取实长并制成样板的过程。对比较复杂的壳体零、部件,还需要作图展开。放样的步骤如下:
(1)仔细阅读图纸,并对图纸进行核对。
(2)准备放样需要的工具,包括:钢尺、石笔、粉线、划针、圆规、铁皮剪刀等。
(3)准备好做样板和样杆的材料,一般采用薄铁片和小扁钢。可先刷上防锈油漆。
(4)放样以1:1的比例在样板台上弹出大样。当大样尺寸过大时,可分段弹出,尺寸划法应避免偏差累积。
(5)先以构件某一水平线和垂直线为基准,弹出十字线;然后据此逐一划出其他各个点和线,并标注尺寸。
(6)放样过程中,应及时与技术部门协调;放样结束,应对照图纸进行自查;后应根据样板编号编写构件号料明细表。
钢结构组装的零件、部件应经检查合格,连接件和沿焊缝边缘约50mm范围内的铁锈、毛刺、污垢、油迹等应干净。
钢材的拼接应在组装前进行。构件的组装应在部件组装、部件焊接、部件矫正后进行。
组装可采用胎夹具方法。当在平台上组装时,平台的平面高低差不得**过4mm。构件的组装应根据结构形式、焊接方法和焊接顺序等因素,确定合理的组装顺序。
钢结构在钻孔方面,事前未很好会审图纸,在该开单排孔的地方,开了双排孔,结果未补孔就留存在构件上。如柱与牛腿连接处的H型钢为双排孔,而大梁与次梁相同规格的H型钢为单排孔,但开孔时都开了双排孔,安装后影响了强度和外观质量。
钢结构加工方法之当用碳弧气刨方法加工坡口或清焊根时,刨槽内的氧化层、淬硬层、**碳或铜迹必须打磨干净。碳弧气刨在刨削过程中会产生一些烟雾,对人体有害,所以、施工现场必须具备良好的通风条件。
http://hchboyuan.b2b168.com
欢迎来到华诚博远河北建材科技有限公司网站, 具体地址是河北省衡水阜城县经济开发区运河新区,联系人是马经理。
主要经营建材相关产品。
单位注册资金未知。
我司主要供应:聚氨酯封边岩棉板,聚氨酯彩钢板,净化板等,我们的产品质量优等,种类齐全,销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。